Moto Guzzi V7 Sport, 750 S, 750 S3, 850 T, 850 T3, 850 T3 California, V1000 I-Convert, V1000 G5, 1000 SP, Le Mans, Le Mans II, Le Mans CX 100, Le Mans III, Le Mans 1000, 1000 SP III, 1000 S, California II, California III, California III Fuel Injection, California III Full Fairing, California 1100, California Jackal, California EV, California EV Touring, California Aluminium, California Titanium, California Special, California Special Sport, California Stone-Metal, California Stone-Touring, California Classic, California Touring, and California Vintage models
Created:
Updated:
Thanks to Jim Pissot for sharing his experience with me. In Jim's own words and photos:
I decided to cut a small groove in the hairline crack between the spark plug hole and exhaust seat. Then a local shop welded it up and I ground off the excess, cleaned up the threads and polished the combustion chamber. The weld looked solid and there is a lot of casting between the combustion chamber and outer atmosphere. As I said, I am familiar with these repairs on thin sections with cracks into water jackets. So I am confident the repair will hold.
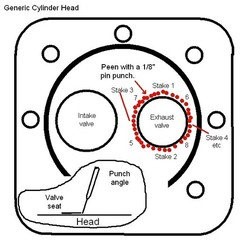
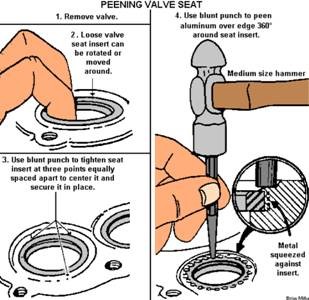
I had planned to stake the exhaust seat since it had endured focused welding heat at one narrow location. And, as you said, it would be a bummer to invest all that work and money only to have a seat come loose... When I replaced seats in aluminum heads back at Beck Company, we always staked the valve seats. Usually just 6 or 8 punches; or we used a special beveled chisel that staked a line just outside the circumference of the seat.
Some replacement seats had a beveled outside diameter top edge; so the staking/peening actually forms an over-lapping ridge to really secure the seat. But I went crazy with the punch because I wanted to be VERY sure; and I am the machinist AND the customer, after all... Secured the intake seat as well.
I lapped both the valves (new exhaust valves) and the seat contact is excellent. Again, I was worried about the potential hot spot where the welding was focused.